
Les plateformes Manufacturing-on-Demand stimulent les effets de réseau
Dans un paysage du commerce B2B en constante évolution, l’attrait de l’ère numérique s’étend de plus en plus au secteur industriel. Le concept d’économie de plateforme, porté par les effets de réseau numériques, est désormais solidement ancré dans des industries telles que la fabrication. Un exemple emblématique dans ce domaine est celui des plateformes Manufacturing-on-Demand. Ces plateformes bifaces mettent en relation deux groupes d’utilisateurs distincts : les acheteurs de composants CNC et les prestataires de services de fabrication qui produisent ces composants essentiels.
Un excellent exemple démontrant que la taille seule n’est pas le facteur déterminant du succès dans l’univers des plateformes On-Demand est l’histoire de InstaWerk GmbH, basée à Stuttgart, en Allemagne. Là où d’autres peuvent privilégier la « montée en charge à tout prix », Instawerk s’est démarquée en plaçant la compétence, la qualité et la confiance au cœur de sa plateforme Manufacturing-on-Demand.
Nous vous invitons à consulter l’article complet afin d’approfondir votre compréhension du parcours remarquable d’Instawerk et de l’impact transformateur de l’économie de plateforme sur le secteur de la fabrication. Vous trouverez ci-dessous un résumé de l’article original en allemand, permettant aux lecteurs francophones d’explorer en détail l’histoire du succès d’Instawerk.
Voici ce que NC-Fertigung dit de notre plateforme de fabrication :
🔧 Le CNC comme colonne vertébrale : la success story d’Instawerk repose sur une concentration constante sur les composants CNC (tournage CNC, usinage CNC) pendant trois ans.
💼 Économie de plateforme en B2B : l’article analyse comment les forces de l’économie de plateforme transforment le secteur industriel via les plateformes Manufacturing-on-Demand.
🚀 Lancement rapide en période de pandémie et de guerre : le parcours d’Instawerk a débuté juste avant l’apparition de la pandémie de COVID-19, obligeant l’entreprise à s’adapter rapidement à des défis imprévus.
🤝 Interaction directe avec les clients : l’accent mis par Instawerk sur des partenariats fondés sur la compétence et une communication étroite avec les clients la distingue sur le marché concurrentiel des plateformes On-Demand.
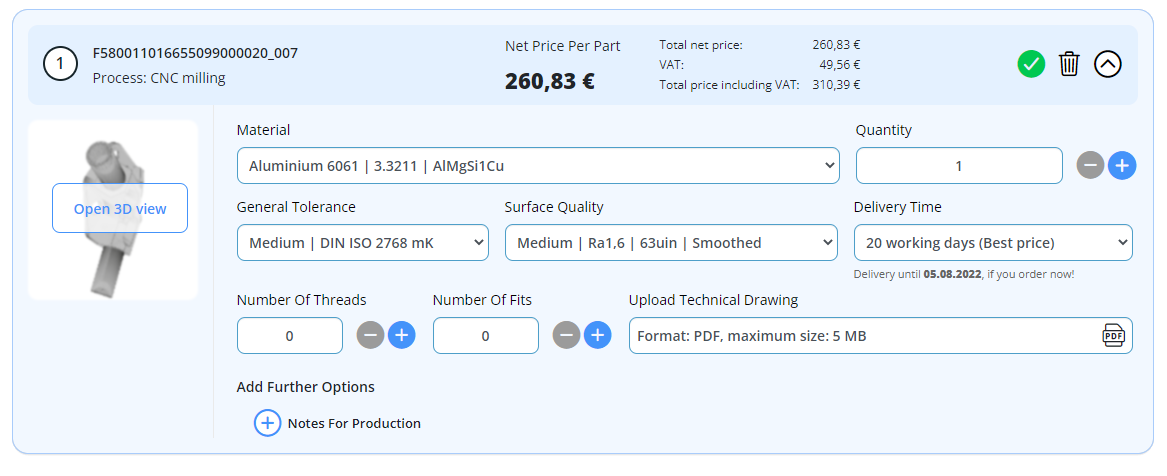
💰 Importantes économies de coûts : grâce à l’automatisation des processus et à une consolidation intelligente des commandes, Instawerk permet aux acheteurs de réaliser environ 20 % d’économies par rapport aux méthodes d’approvisionnement traditionnelles.
Pourquoi choisir InstaWerk ?
Articles actuels sur les pièces tournées et fraisées