
Sviluppo prodotto digitalizzato: sviluppare prodotti hardware più velocemente
Chi lavora nello sviluppo prodotto sa bene cosa significa essere progettista: il cliente desidera avere il componente tra le mani il giorno successivo all’invio dell’ordine. Allo stesso tempo, i rischi tecnici sono così numerosi che ci si muove costantemente in un campo minato di ipotesi personali. Inoltre, la direzione pretende che il progetto venga completato nel modo più rapido ed economico possibile.
Fortunatamente, negli ultimi anni non è aumentata solo la pressione competitiva, ma sono emersi anche strumenti utili per i progettisti di prodotti hardware che rendono il lavoro più semplice. Ad esempio, le simulazioni agli elementi finiti (FEA) possono fornire analisi più accurate del comportamento meccanico dei componenti. Anche l’utilizzo di nuovi metodi come le iterazioni sperimentali rapide può ridurre significativamente i rischi di progettazione.
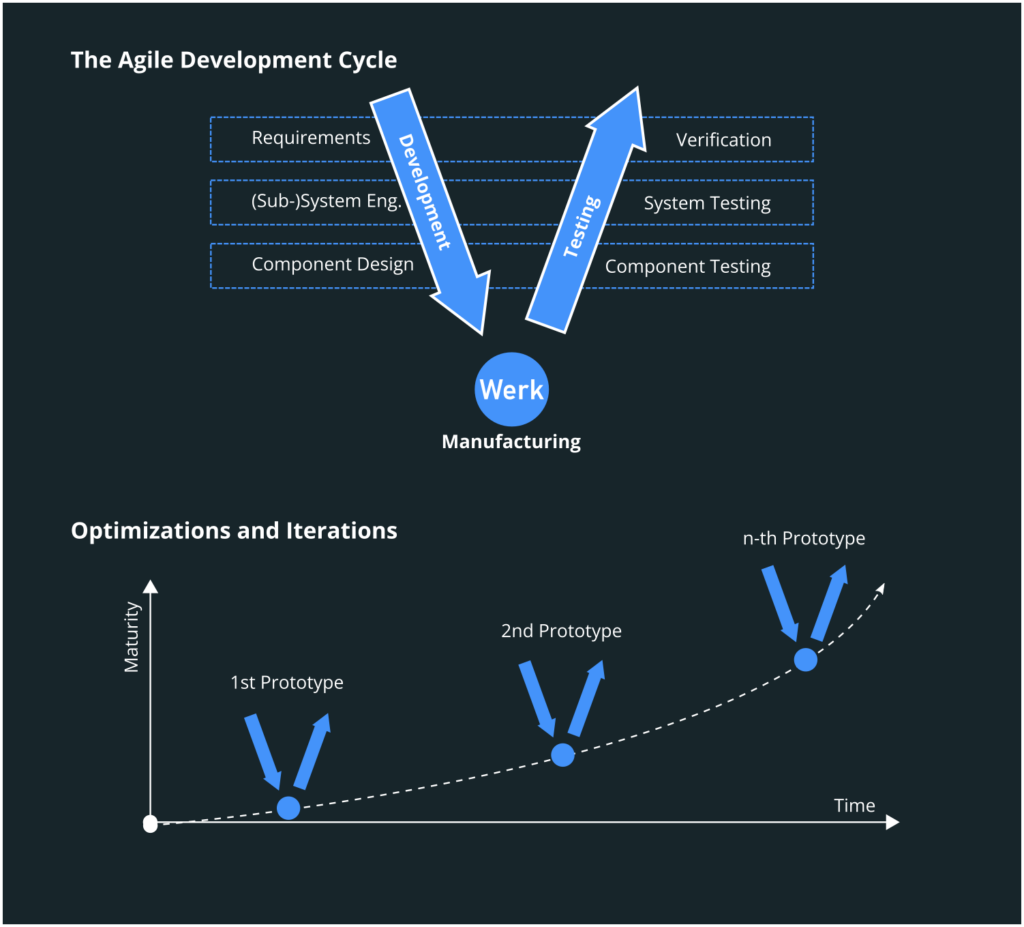
Purtroppo, questi strumenti non affrontano un aspetto critico dello sviluppo hardware: l’hardware stesso. Chiunque sviluppi prodotti fisici deve non solo crearli digitalmente sullo schermo, ma anche realizzare i prodotti per poterli testare. Gli sviluppatori hardware esperti sanno che, sebbene molto possa essere simulato e calcolato, i prodotti hardware devono infine essere validati e ottimizzati attraverso test pratici. Questo comporta spesso modifiche al design, l’utilizzo di materiali diversi o una riprogettazione completa del principio sulla base dei risultati delle prove.
Per sviluppare in modo efficace prodotti complessi è necessario iniziare a sperimentare il prima possibile. Ora è disponibile un’innovazione molto gradita per gli sviluppatori di prodotto che rende il lavoro notevolmente più semplice e veloce: InstaWerk offre l’accesso a oltre 3.000 risorse di lavorazione CNC tramite la sua piattaforma online. Il vantaggio principale è che queste risorse sono disponibili in qualsiasi momento con soli dieci clic. Ciò significa che i componenti CNC possono essere approvvigionati più rapidamente, i test eseguiti più velocemente e i prodotti sviluppati in tempi ridotti. Tutto questo è reso possibile dai preventivi istantanei per parti fresate e tornite CNC.
Preventivo istantaneo per parti fresate: accelera ora
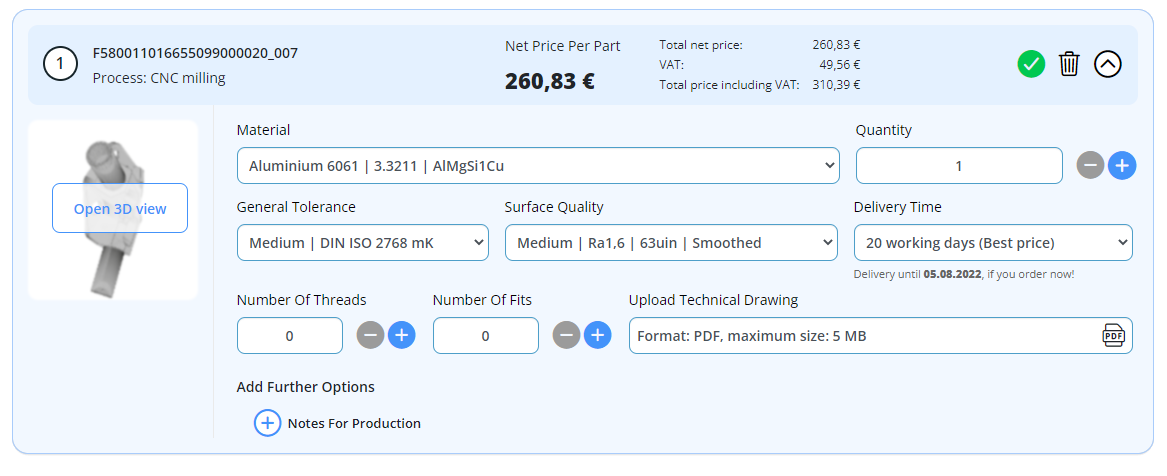
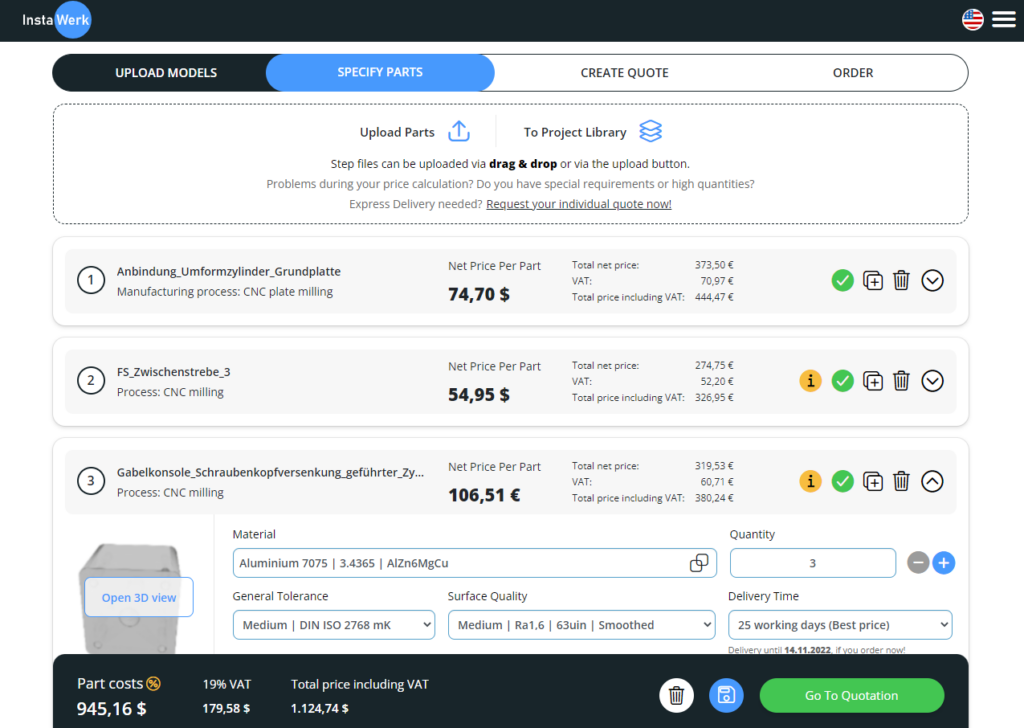
Il processo è semplice: carica i modelli CAD del progetto, configura i componenti e ordinali immediatamente. I progettisti dispongono di un’ampia gamma di opzioni per specificare i componenti, ad esempio in termini di finitura superficiale o tolleranze richieste.
Questo è possibile grazie a algoritmi basati sull’intelligenza artificiale che analizzano immediatamente il componente e lo confrontano con un database di centinaia di migliaia di componenti già prodotti. Aspetti come il bloccaggio, il tipo di macchina, il materiale utilizzato e le quantità vengono anch’essi considerati nel preventivo istantaneo della parte fresata.
Oltre al calcolo e alla produzione di parti tornite e fresate, InstaWerk consente anche di aggiungere ampi trattamenti post-processo ai componenti. Ad esempio, sono disponibili trattamenti termici, trattamenti superficiali e opzioni di controllo qualità che possono essere aggiunti in base al materiale.
Cosa rende speciale il preventivo istantaneo per parti fresate di InstaWerk?
Dietro ogni ordine si celano processi complessi con un obiettivo chiaro: la massima soddisfazione del cliente in termini di tempi di consegna brevi, qualità eccellente e costi ridotti. Negli ultimi anni anche la disponibilità costante di materiali e risorse produttive ha svolto un ruolo cruciale. Il nostro software di gestione degli ordini è stato sviluppato tenendo conto di tutti questi aspetti.
Una volta effettuato l’ordine, questi vengono inizialmente raggruppati in base alle caratteristiche dei componenti; ad esempio, le parti tornite in titanio richiedono un’assegnazione diversa rispetto alle parti in alluminio a 5 assi. Le parti simili vengono aggregate con altri ordini e assegnate a produttori CNC altamente specializzati. Il preventivo istantaneo tiene conto di questo processo, eliminando la necessità di negoziazioni sui prezzi o di altre attività dispendiose in termini di tempo. InstaWerk collabora con i fornitori sulla base del prezzo preventivato.
Da un lato, il raggruppamento degli ordini e la loro assegnazione a produttori specializzati consente di ottenere condizioni molto vantaggiose, poiché si traduce in un maggiore potere d’acquisto rispetto a un singolo ordine. Dall’altro lato, i produttori CNC ricevono esclusivamente ordini coerenti con il loro ambito di specializzazione. Questo garantisce qualità eccellente e relazioni commerciali affidabili e durature, poiché i produttori ricevono solo lavori pertinenti alle loro competenze.
L’elevato volume di componenti che transitano sulla nostra piattaforma ci consente di valutare costantemente la qualità dei singoli produttori. I produttori con una qualità eccellente vengono premiati con un numero maggiore di ordini, mentre carenze ripetute comportano una riduzione del volume degli ordini o persino l’esclusione. Il preventivo istantaneo per parti fresate si basa quindi su processi di controllo qualità approfonditi, dei quali il cliente inizialmente è quasi inconsapevole.
Di conseguenza, il preventivo istantaneo e la gestione intelligente degli ordini all’interno della rete produttiva rappresentano i pilastri fondamentali per garantire costi contenuti, alta qualità e elevata disponibilità presso InstaWerk. Questo sistema crea un vantaggio in termini di tempo e velocità, assicurando automaticamente l’utilizzo sia della macchina più vantaggiosa sia del produttore più idoneo all’interno della rete.
Un ulteriore vantaggio del preventivo istantaneo per singole parti CNC è il calcolo dei costi aggiornato quotidianamente. In particolare nei periodi turbolenti, in cui i prezzi dei materiali e della produzione cambiano continuamente, il nostro calcolo dei costi trasparente e stabile offre affidabilità ai nostri clienti.
Preventivi istantanei e contatti diretti da un’unica piattaforma
Sono finiti i tempi in cui era necessario dedicare ore alla preparazione dei dati per ogni fase di sviluppo, contattare i produttori via e-mail e attendere giorni per una risposta. Anche il processo laborioso di confronto dei tempi di consegna e dei costi, così come la richiesta di preventivi, appartiene ormai al passato.
Gli sviluppatori di prodotto di successo possono ora tornare a concentrarsi sul proprio lavoro ed eseguire test più rapidamente per immettere sul mercato componenti di alta qualità in tempi più brevi. Non appena il prodotto ottiene i primi riscontri positivi sul mercato, InstaWerk è pronta con capacità produttive illimitate per realizzare la produzione in serie in modo scalabile.
Attendiamo con interesse i vostri progetti e uno scambio stimolante. Oltre ai preventivi online, mettiamo a disposizione ingegneri esperti, sempre raggiungibili via e-mail per chiarimenti tecnici e per la pianificazione congiunta dei progetti. In questo modo creiamo un ponte tra un’offerta online con preventivi istantanei e i vantaggi del contatto personale.
Perché scegliere InstaWerk?