
Revolutionerar precisionstillverkning: InstaWerks avancerade onlineberäkning för CNC-bearbetning
Vi är glada att kunna presentera ett betydande steg framåt inom CNC-bearbetning med den senaste uppdateringen av InstaWerks onlineberäkningsplattform, särskilt utvecklad för svarvade och frästa detaljer. Denna förbättring är inte bara en uppgradering – det är en helt ny tolkning av hur precisionstillverkning kan effektiviseras och optimeras.
Innovativa funktioner för svarvade och frästa detaljer
Inom kundanpassad tillverkning, där precision och detaljeringsgrad är avgörande, varierar sättet som konstruktioner implementeras kraftigt mellan olika branscher och företag. Denna variation påverkas ytterligare av det breda utbudet av CAD-program såsom Siemens NX, Catia eller SolidWorks, där varje system påverkar datastrukturen i konstruktionsfiler och exporter på olika sätt.
I takt med att tillverkningstekniken utvecklas, utvecklas även möjligheterna inom CNC-bearbetning. Introduktionen av nya skärverktyg, fixturer och tillverkningsstrategier flyttar kontinuerligt gränserna för vad som är möjligt i produktionen. Även om större genombrott inom materialutveckling sker mer sällan, spelar den kontinuerliga lanseringen av nya material fortfarande en viktig roll för att driva tillverkningstekniken framåt.
Med hänsyn till dessa branschtrender har vi åtagit oss en kontinuerlig vidareutveckling av vårt onlineverktyg för offertberäkning av svarvade och frästa detaljer. Vårt mål är att erbjuda våra kunder de mest aktuella, konkurrenskraftiga och kraftfulla lösningarna på marknaden.
Vad är nytt i den senaste uppdateringen?
Förra helgen lanserades vår senaste version, som inte bara innehåller mindre buggfixar utan även introducerar avancerade nya funktioner:
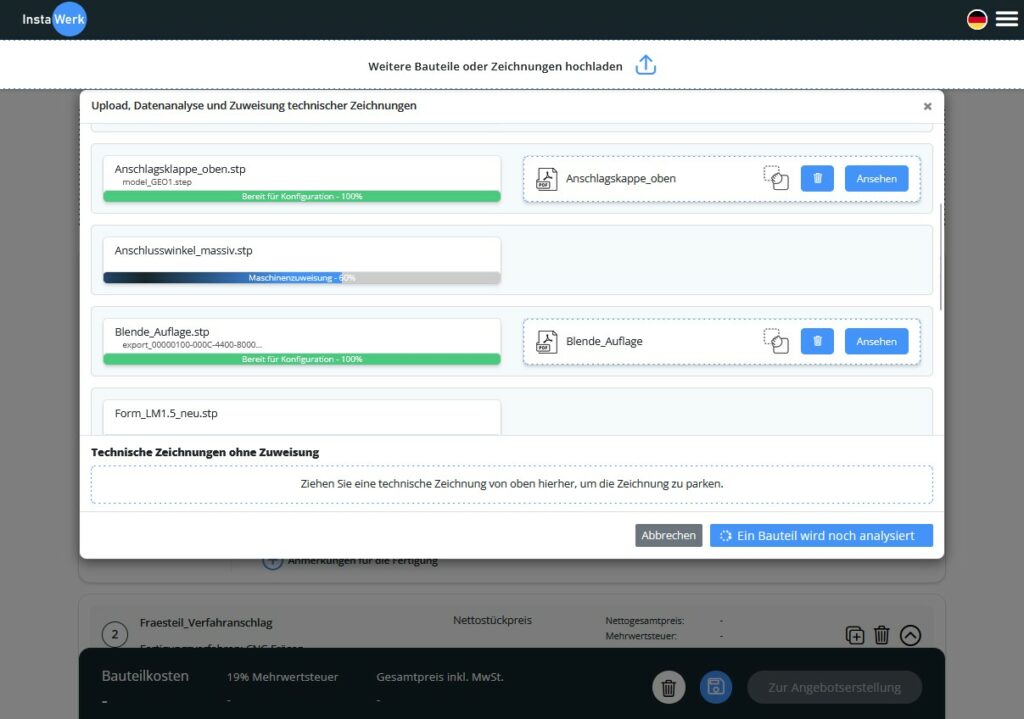
- Automatisk matchning av tekniska ritningar: Plattformen möjliggör nu samtidig uppladdning av flera CAD-filer och tillhörande tekniska ritningar. Med den nya matchningsfunktionen kopplas ritningar automatiskt till rätt CAD-modell, förutsatt att filnamnen följer liknande namnkonventioner. För användare som inte arbetar med namnbaserad likhet finns en intuitiv dra-och-släpp-funktion som erbjuder ett ”parkeringsutrymme” för ritningar tills de tilldelas korrekt.
- Stöd för uppladdning av IGES-filer: För att möta våra kunders varierande behov stöder plattformen nu uppladdning och omedelbar beräkning av svarvade och frästa detaljer i IGES-format. Även om STEP-formatet fortfarande är det föredragna valet för CAD-datautbyte, särskilt i Tyskland, har IGES-formatet etablerat sig inom branscher med mindre fokus på tillverkningsteknik.
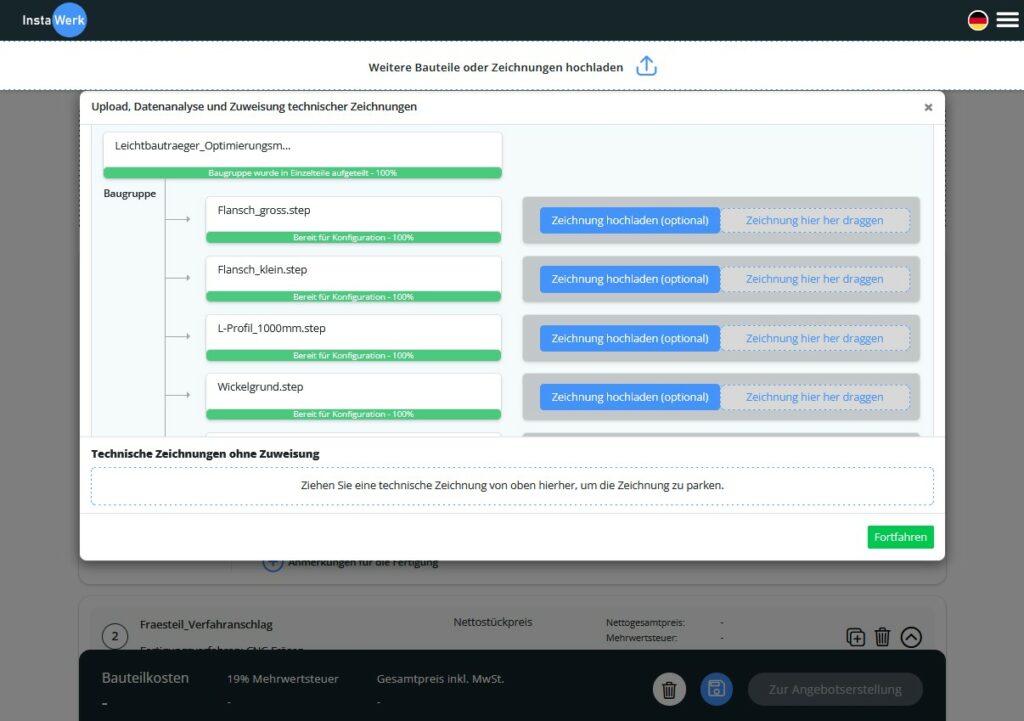
- Uppladdning av sammanställningar av svarvade och frästa detaljer: Många kunder grupperar komponenter till tillverkningsenheter i sina CAD-modeller, särskilt i större konstruktioner inom maskinteknik. Dessa ”sammanställningar” kan nu laddas upp som kompletta enheter, varpå vår programvara automatiskt bryter ned dem i individuella CNC-komponenter för separat konfigurering.
Upplev framtiden för tillverkningsberäkning
Dessa nya funktioner är mer än bara tekniska förbättringar – de representerar en ny era inom digital tillverkningsberäkning. Verktygen är utvecklade för att spara tid, minska fel och integreras sömlöst i befintliga arbetsflöden, med syftet att lyfta hela din tillverkningsprocess.
Vi bjuder in dig att utforska dessa innovativa funktioner och själv uppleva hur de kan revolutionera din produktionsprocess. Besök vår plattform, testa onlineberäkningen och se hur InstaWerk kan förändra dina tillverkningsprojekt.
Anpassar on-demand-tillverkning för den amerikanska marknaden med InstaWerk
InstaWerks expansion till den amerikanska marknaden från Tyskland innebär ett banbrytande angreppssätt för on-demand-tillverkning, anpassat efter de unika behoven och dynamiken inom amerikansk industri. Med förståelse för den snabbrörliga och mångsidiga tillverkningssektorn i USA erbjuder InstaWerk tydliga konkurrensfördelar:
- Lokal och internationell tillverkningspartnerstruktur: Med ett starkt nätverk av tillverkningspartners säkerställer InstaWerk kortare ledtider och lägre fraktkostnader. Detta stärker inte bara den inhemska ekonomin utan möjliggör även mer hållbara produktionsprocesser genom minskat transportrelaterat koldioxidavtryck.
- Integration av avancerad teknologi: Genom att använda den senaste tillverkningstekniken integrerar InstaWerk avancerade AI- och maskininlärningsalgoritmer för att optimera produktionsprocessen. Detta ger amerikanska kunder effektiva och precisa lösningar även för mycket komplexa projekt.
- Responsiv kundsupport: InstaWerk är stolta över att erbjuda dedikerad och snabb kundsupport, anpassad till den amerikanska affärsmiljön. Vårt team förstår vikten av tydlig kommunikation och snabb problemlösning för att hålla projekten på rätt spår.
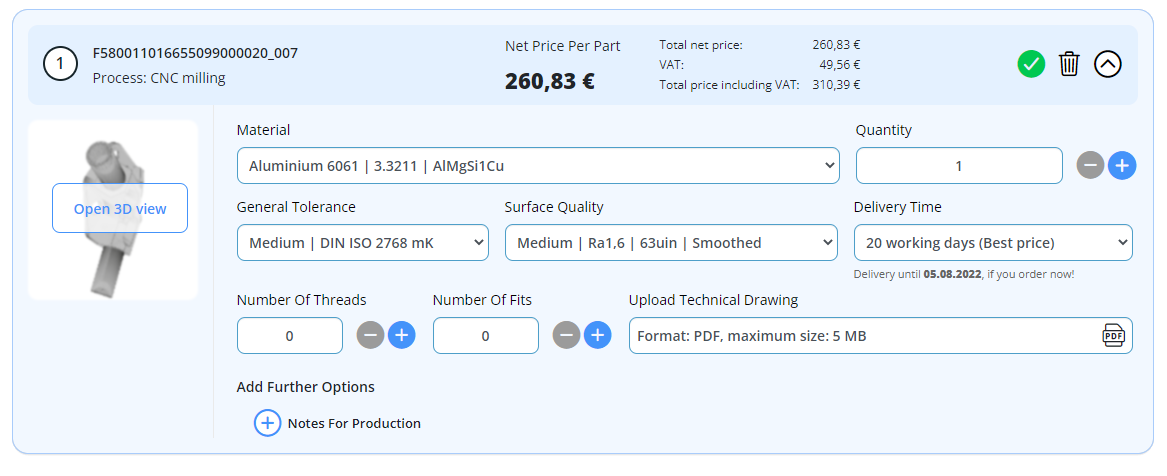
- Konkurrenskraftig prissättning med transparenta offerter: Plattformens avancerade onlineverktyg för CNC-tillverkning erbjuder omedelbara, transparenta och konkurrenskraftiga priser. Denna transparens är avgörande för amerikanska företag som behöver fatta välgrundade beslut snabbt och hålla projekten inom budget och tidsplan.
Genom att erbjuda dessa skräddarsydda fördelar på den amerikanska marknaden levererar InstaWerk inte bara en tjänst – utan ett partnerskap som stärker amerikanska företag i en globalt konkurrensutsatt miljö. Följ med oss i att omdefiniera framtidens tillverkning, där effektivitet, kvalitet och kundnöjdhet står i fokus.
Omfamna framtidens effektiva tillverkning med InstaWerk – där precision möter innovation. Kom igång redan idag.
Varför välja InstaWerk?
Aktuella artiklar om svarvade och frästa detaljer