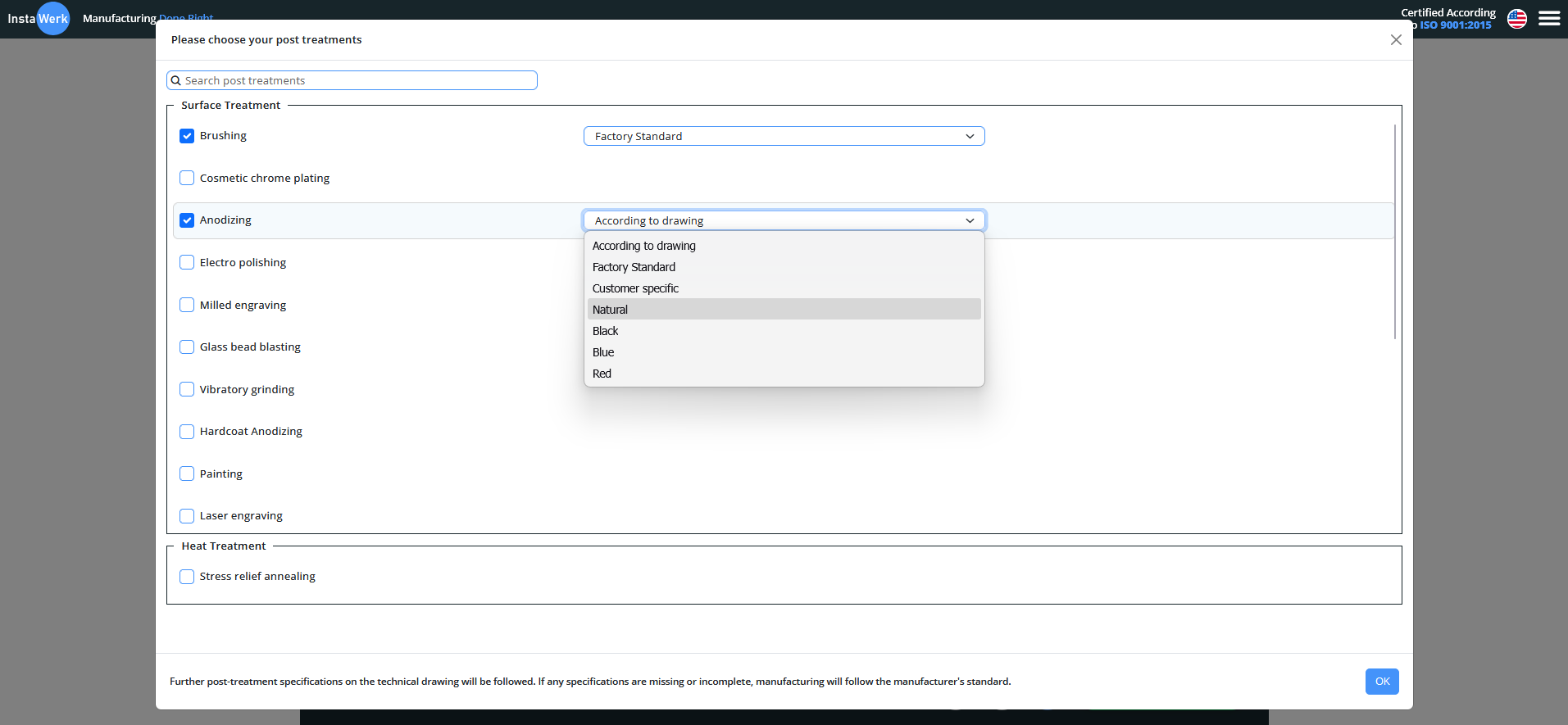
Plus de 40 traitements de post-production en quelques clics.
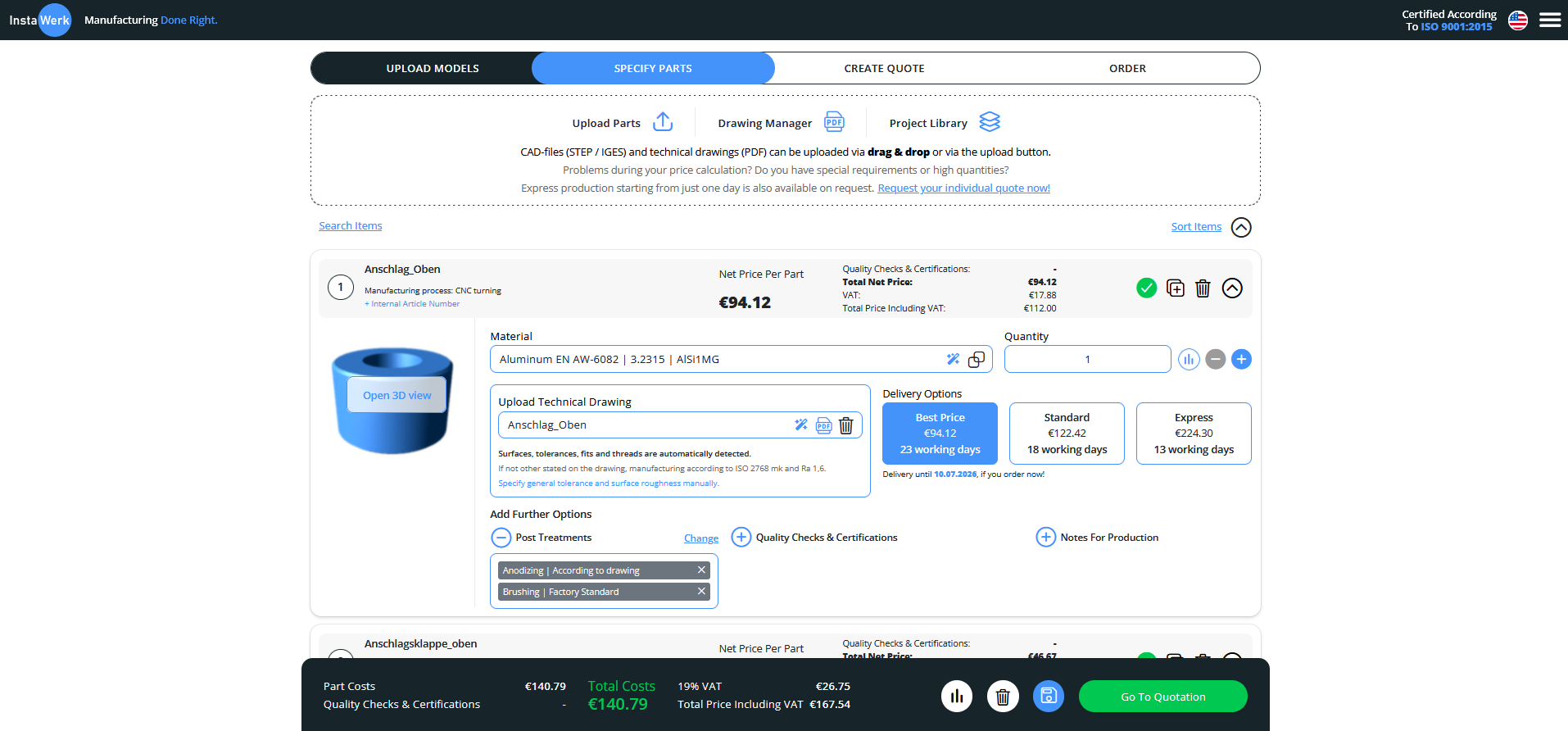
Pièces usinées CNC et traitements de post-traitement : tout est centralisé et accessible directement via notre outil de devis instantané.
Lorsque les composants sont soumis à des exigences accrues ou diversifiées, les propriétés intrinsèques des matériaux ne suffisent souvent plus. Par exemple, quiconque souhaite allier la faible densité des composants en aluminium à une meilleure résistance aux agents chimiques ou à l’abrasion ne pourra y parvenir par le seul choix de l’alliage. C’est là que les traitements de finition prennent tout leur sens. Les traitements thermiques, les revêtements et les modifications de surface permettent d’adapter précisément les propriétés de nombreux alliages métalliques à l’application visée.
Jusqu’à présent, ces opérations nécessitaient soit une longue recherche de sous-traitants compétents disposant de réseaux spécialisés en post-traitement, soit que les entreprises gèrent elles-mêmes la seconde étape de fabrication. En particulier lors du développement de produits, cela peut engendrer des coûts difficiles à maîtriser. C’est pourquoi InstaWerk propose désormais de nombreuses options de post-traitement standard pour les pièces tournées et fraisées, de manière transparente et en ligne à tout moment.
Il vous suffit de télécharger votre composant, de sélectionner le matériau et de choisir le traitement de post-traitement souhaité. Le prix est calculé instantanément et le délai de livraison est ajusté en conséquence.
Étant donné que de nombreux traitements de finition nécessitent des précisions, notamment concernant l’épaisseur des couches en anodisation ou la couleur en revêtement en poudre, notre service d’assistance technique vous contactera après votre demande afin de répondre à toutes vos questions. Cela nous permettra de vous répondre plus efficacement et de prendre en compte vos exigences spécifiques.
Appliquer un post-traitement à vos pièces usinées CNC n’a jamais été aussi simple :
1.
Téléchargez vos pièces et obtenez un devis instantané
2.
Il suffit d’ajouter tous les post-traitements nécessaires
Traitements thermiques
Les traitements thermiques permettent d’adapter les propriétés des matériaux des pièces usinées par commande numérique (fraisage et tournage) aux exigences de leur application finale. Ils améliorent la résistance, la dureté, la stabilité dimensionnelle, la résistance à l’usure et les performances à long terme sous contraintes mécaniques ou thermiques – le tout accessible en un clic avec des devis instantanés.
Traitements de surface
Les traitements de surface améliorent la durabilité, la résistance à la corrosion, la tenue à l’usure et l’aspect des pièces usinées CNC. Chez InstaWerk, vous pouvez obtenir un devis instantané pour vos options de traitement de surface grâce à notre calculateur en ligne.
Revêtements
Les revêtements ajoutent une couche protectrice fonctionnelle aux pièces usinées CNC, améliorant ainsi leur résistance à la corrosion, à l’usure, aux produits chimiques et au vieillissement. Chez InstaWerk, vous pouvez obtenir un devis instantané pour vos options de revêtement.
Marques, inscriptions et plus encore.
Les options de marquage, de nettoyage et d’emballage facilitent la préparation des pièces usinées CNC (fraisées et tournées) en vue de leur identification, assemblage, manutention et livraison. Chez InstaWerk, ces services complémentaires sont disponibles directement via un devis instantané grâce à notre calculateur en ligne.
Nos traitements thermiques pour pièces usinées CNC
Durcissement
Quels matériaux peuvent être trempés ? Convient à une utilisation avec divers aciers et alliages de fonte ayant une teneur en carbone de 0,2 % ou plus.
Recuit de détente
Quand le recuit de détente est-il applicable ? Il peut être utilisé sur presque tous les matériaux métalliques : alliages d’aluminium, aciers et aciers inoxydables.
Nitruration Gazeuse
Quels matériaux peuvent être nitrurés au gaz ? Les applications comprennent les aciers nitrurés revenus, les aciers de construction et les aciers traitables thermiquement.
Nitration du plasma
Quels matériaux sont adaptés à la nitruration plasma ? Les applications comprennent les aciers nitrurés revenus, les aciers de construction et les aciers traitables thermiquement.
QPQ / Trempe-polissage-trempe, par exemple B. Tenifer
Quels matériaux conviennent au QPC ? Les aciers appropriés, notamment les aciers faiblement et moyennement alliés.
Carburateurs
Quels matériaux conviennent à la cémentation ? Les aciers de cémentation et les aciers faiblement alliés à faible teneur en carbone.
Départ
Quels matériaux conviennent au revenu ? Les aciers trempés et les alliages d’acier appropriés.
Kolsteriser
Quels matériaux conviennent à la kolsterisation ? Les aciers inoxydables austénitiques et certains alliages résistants à la corrosion.
Nitrate
Quels matériaux conviennent à la nitruration ? Les aciers appropriés, notamment les aciers nitrurables, traitables thermiquement, les aciers à outils et les aciers de cémentation.
Nos traitements de surface pour pièces usinées CNC et tournées
Bleuissement
Quels matériaux peuvent être bleuis ? Le bleuissement peut être utilisé sur tous les matériaux oxydables (par exemple, l’acier, l’acier inoxydable, le fer,
le laiton, le bronze).
Sablage et microbillage
Où peut-on l’utiliser ? En principe, cela s’applique à tous les matériaux, mais c’est particulièrement avantageux pour les composants métalliques.
Anodisation
Quels matériaux peuvent être anodisés ? L’anodisation ne peut être utilisée que sur les alliages d’aluminium.
Chromage
Quels matériaux peuvent être chromés ? La chromatation peut être utilisée principalement sur les alliages d’aluminium et de zinc.
Finition vibratoire
Quels matériaux peuvent bénéficier d’une finition vibratoire ? Presque tous les matériaux.
Electropolissage
Quels matériaux peuvent être électropolisés ? Les matériaux conducteurs, de préférence les aciers inoxydables, le laiton, le cuivre et les alliages de titane.
Phosphatation
La phosphatation peut être utilisée sur l’acier, les matériaux ferreux, le zinc et l’aluminium.
Oxiderende / Damphærdning
Matériaux oxydables : L’oxydation est utilisée sur les pièces métalliques en acier.
Anodisation dure
Matériaux : Aluminium et alliages d’aluminium appropriés.
Poli plastique
Matériaux : Plastiques appropriés, notamment des composants en plastique transparents ou présentant des propriétés optiques importantes.
Passivation trichrome, par exemple Surtech 650
Matériaux : Aluminium et alliages d’aluminium appropriés.
Brosse
Matériaux : Métaux tels que l’acier inoxydable, l’aluminium, l’acier et le laiton.
Passif
Matériaux : Acier inoxydable, aluminium et autres matériaux résistants à la corrosion.
Nos revêtements disponibles pour des devis instantanés
Chromage
Le chromage peut être utilisé sur les aciers, l’aluminium, les métaux non ferreux et leurs alliages, ainsi que sur les composants en plastique.
Placage au chrome dur
Le chromage dur peut être utilisé sur tous les aciers, l’aluminium, les métaux non ferreux et leurs alliages.
Placage de zinc
Le zingage peut être utilisé sur les aciers faiblement alliés, les aciers à ressort, les aciers trempés et les métaux non ferreux.
Placage nickelé
Le nickelage peut être utilisé sur l’acier, l’acier inoxydable, l’aluminium et les métaux non ferreux.
Revêtement en poudre
Pulverlakering kan anvendes til metalliske materialer som stål, rustfrit stål og aluminium.
Étain
Le cuivre, le laiton, l’acier et d’autres matériaux métalliques appropriés peuvent être étamés.
Peinture
Métaux et plastiques, selon le matériau, le prétraitement et l’application.
Marquages, inscriptions et plus encore. Devis en ligne.
Gravure laser
En alternative au fraisage, nous proposons la gravure laser pour les désignations de composants, les numéros de série et autres informations. Logos et graphismes peuvent également être apposés sur le composant.
Nettoyage par ultrasons
Si les composants usinés par commande numérique doivent être exempts de graisse, d’huiles de coupe et autres contaminants, le nettoyage par ultrasons est une solution adaptée. Les vibrations à haute fréquence du bain de nettoyage
éliminent efficacement les contaminants du composant.
Gravure à fraisage
Métaux et plastiques, selon la géométrie, le matériau et la profondeur de gravure souhaitée.
Emballage individuel
Presque toutes les pièces usinées par commande numérique, notamment les composants sensibles ou de haute qualité.
Accédez dès maintenant à nos ressources de fabrication illimitées :
Devis instantané | Capacité de production illimitée
| Réseau exclusif de haute qualité | Délais de livraison courts